Assemblaggio e Giunzioni
Crimpatura
Tecniche
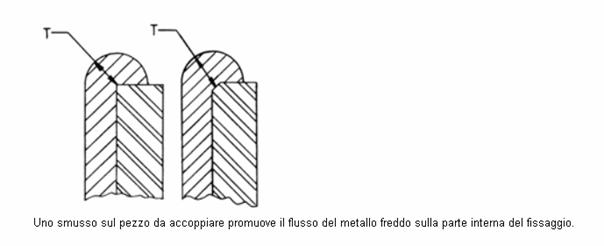
La crimpatura deforma il metallo secondo una combinazione di piegatura e compressione. Il getto deve essere progettato in modo da presentare la sporgenza/e richiesta/e, oppure un tratto continuo dalla dimensione e dalla forma appropriate. Ci deve essere una superficie adatta ad accogliere la parte complementare, mentre tutti i tratti del getto soggetti ai carichi della crimpatura devono avere una resistenza adeguata a sopportare gli sforzi esercitati.
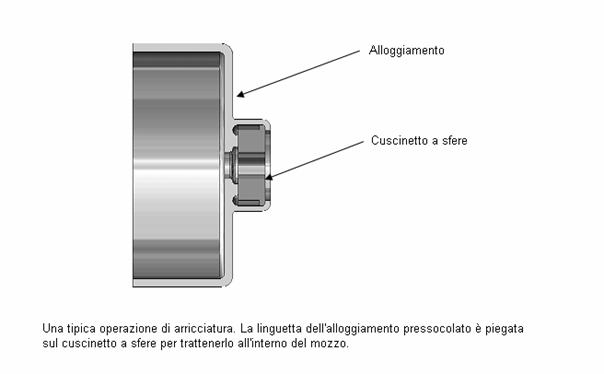
Solitamente se si utilizza una linguetta, oppure una serie di linguette, la crimpatura è ottenuta per mezzo di un singolo colpo di compressione con un utensile sagomato in modo da dirigere il flusso del metallo e formare la configurazione desiderata.
Un tratto continuo, come un labbro circolare, può essere crimpato con un utensile rotante come quelli impiegati nella zigrinatura. Questa operazione tende a generare calore per attrito, aumentando la duttilità del metallo e di conseguenza la qualità della piega.
Dato che un giunto crimpato è costituito da pieghe che inducono nella superficie esterna della curva un allungamento a trazione, la qualità del getto risulta essere un aspetto ancor più critico se paragonato ad altre operazioni che, al contrario, inducono carichi soltanto in compressione(ad esempio la ribattitura). Il materiale sottoposto a crimpatura deve essere esente da macro-porosità, e la superficie esterna della piega non deve presentare difetti superficiali rilevanti.
L’entità della deformazione a trazione, espressa come percentuale d’allungamento, deve essere limitata dalla duttilità del metallo. La forza applicata dall’utensile è diretta in modo tale da indurre degli sforzi di compressione nell’intera sezione trasversale, in aggiunta ai carichi di piegatura: il risultato è la riduzione dello sforzo di trazione risultante sulla superficie esterna, con la possibilità d’indurre una deformazione maggiore rispetto a quella consentita nel caso di una piegatura pura. Per questa ragione il raggio di piegatura può essere ridotto di circa 6-9 volte rispetto allo spessore del materiale indicato in una normale operazione di piegatura, sino ad un minimo circa 1.25 volte lo spessore nel caso di un’operazione di crimpatura ben progettata
Carichi di Crimpatura
Le prove sperimentali hanno dimostrato che per le operazioni di crimpatura il carico necessario è funzione della temperatura del materiale, con valori approssimativi di:
800N/mm2 a 20°C
600N/mm2 a 50°C
500N/mm2 a 80°C
Queste cifre si riferiscono alla lega ZP3, mentre per le altre leghe si hanno in genere dei valori superiori. La ZP3 è la lega più facile da formare, dato che richiede carichi inferiori e con essa è possibile ottenere una deformazione maggiore senza cricche. Esistono tuttavia diversi esempi relativi ad operazioni di crimpatura positivamente riuscite utilizzando le leghe ZP5 e ZP8.
Dimensioni di Linguette e Labbri da Crimpare