Alloys: ZA-12 (ZA12, ZL1110, ZnAI11Cu1)
View
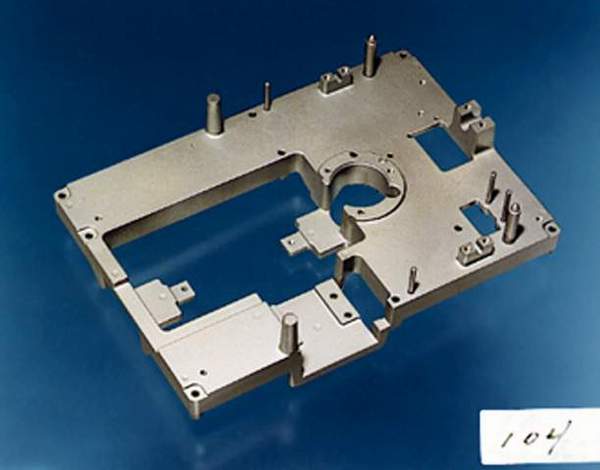
Originally, the housing and base plate frame were sand cast aluminium and finish machined. Machining and assembly time took 3.5 hours per unit. During a redesign, the company set about to reduce costs without sacrificing quality or performance. This led to graphite...
View
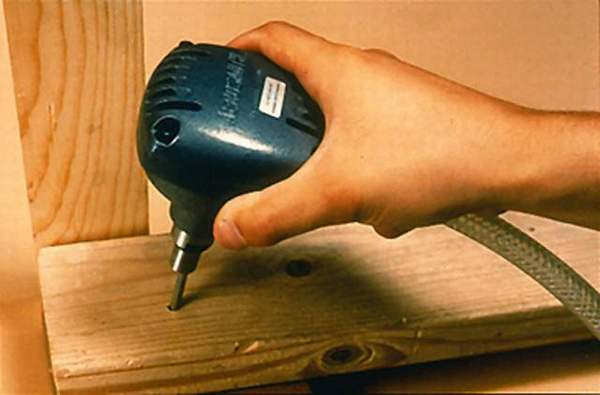
Operating at pressures ranging from 50 to 125 psi, the Danair Aerosmith hammer delivers up to 1,000 hammer blows per minute. During the early production phase finish machining exposed casting porosity and the cast iron air grille vents frequently broke during service....
View
A starter for large horse-power motors incorporated a fabricated sheet-metal cam bolted to a bracket and welded to a shaft. To simplify manufacturing and reduce cost, the cam design was changed to a single-piece ZA-12, graphite permanent mold casting. Additionally,...
View
The drive deck for Cherokee’s 5-1/4 in. WORM optical drive utilizes a ZA-12 graphite permanent mold casting. From the start, graphite permanent mold was the process of choice because of its economical tooling cost, good dimensional control, and low-volume economies....
View
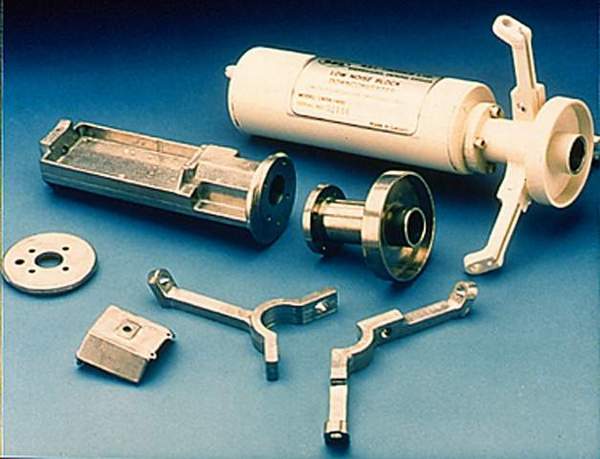
Feedhorn incorporates six graphite permanent mold castings, including the end cap, housing (which holds the circuit boards), feedhorn, cover (used for shielding), and two mounting probes. ZA-12 alloy provides the components with the necessary strength to withstand the...