Casting Study: Vise Components
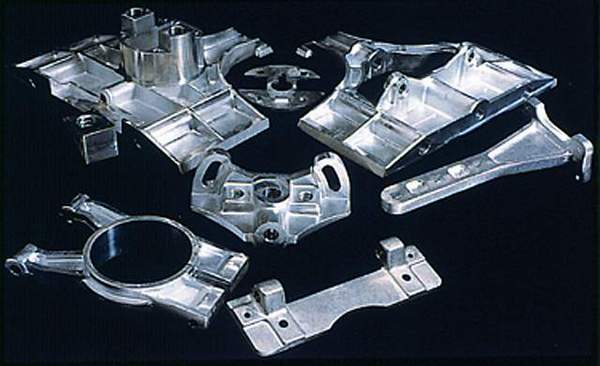 Eight separate ZA-12 alloy castings are utilized in the TUCKER woodworking vise. Castings form the pivot block, front jaw, rear jaw, quick-release nut, yoke, stanchion, mounting plate, and keeper plate. Based on the shapes needed to form the vise, casting easily became the metal forming process of choice, while ZA-12 alloy was chosen over cast iron for its greater strength and fluidity. Five reason are cited for choosing ZA-12 and graphite permanent mould casting: The ability to design features without machining or assembling; good dimensional control; quality control–the absence of hard spots, voids, distortions, and warpage; good surface finish; and low tooling costs–25-30 percent less than sand casting patterns, match plates, and tooling jigs.
Eight separate ZA-12 alloy castings are utilized in the TUCKER woodworking vise. Castings form the pivot block, front jaw, rear jaw, quick-release nut, yoke, stanchion, mounting plate, and keeper plate. Based on the shapes needed to form the vise, casting easily became the metal forming process of choice, while ZA-12 alloy was chosen over cast iron for its greater strength and fluidity. Five reason are cited for choosing ZA-12 and graphite permanent mould casting: The ability to design features without machining or assembling; good dimensional control; quality control–the absence of hard spots, voids, distortions, and warpage; good surface finish; and low tooling costs–25-30 percent less than sand casting patterns, match plates, and tooling jigs.