Casting Study: Gear Case (III)
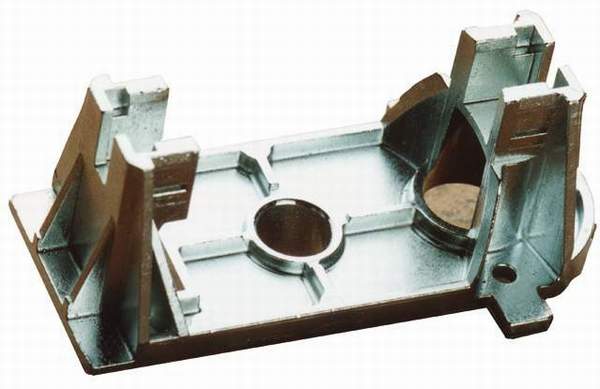 Wen Products designed a new line of jig and pruning saws which required a rugged gear drive. This drive utilizes a complex case design which mounts to the motor, houses the drive gears, and guides the reciprocating blade. The case also provides the required spacing between the gear and pinion which support the overhung load imposed by the extended blade. Zinc die casting met all the requirements. Weight reduction and faster casting cycles are achieved through pockets of weight relief in the base section containing the two gear shaft holes and leg supports for the reciprocating mechanism. This reduces the base thickness to 0.060 in. Ribs are incorporated in the base and legs for rigidity. The ribs also improve metal flow through the die cavity, contributing to the casting cycle rate of 10 per minute. Two more challenges were met in a single stroke when it was decided to use the critical center hole as the gate location. During the casting cycle, the gating sprue is punched out of the hole by an advancing core rod. As this rod retracts, it leaves the center hole parallel with a smooth surface finish and a dimensional tolerance of +/- 0.001 in. The component is ejected from the tool with the gate removed and ready for assembly.
Wen Products designed a new line of jig and pruning saws which required a rugged gear drive. This drive utilizes a complex case design which mounts to the motor, houses the drive gears, and guides the reciprocating blade. The case also provides the required spacing between the gear and pinion which support the overhung load imposed by the extended blade. Zinc die casting met all the requirements. Weight reduction and faster casting cycles are achieved through pockets of weight relief in the base section containing the two gear shaft holes and leg supports for the reciprocating mechanism. This reduces the base thickness to 0.060 in. Ribs are incorporated in the base and legs for rigidity. The ribs also improve metal flow through the die cavity, contributing to the casting cycle rate of 10 per minute. Two more challenges were met in a single stroke when it was decided to use the critical center hole as the gate location. During the casting cycle, the gating sprue is punched out of the hole by an advancing core rod. As this rod retracts, it leaves the center hole parallel with a smooth surface finish and a dimensional tolerance of +/- 0.001 in. The component is ejected from the tool with the gate removed and ready for assembly.