Superior Engineering Characteristics

Accuracy
Zinc alloys are castable to closer tolerances than any other metal or molded plastic. Zinc die casting can produce repeatability of less than ± 0.001” for small components, often rivaling machining tolerances. Few other processes can easily achieve the same net shape performance presenting the opportunity to reduce or eliminate machining. “Net Shape” or “Zero Machining” manufacturing is a major advantage of zinc casting.

Machinability
Fast, trouble-free machining characteristics of zinc materials minimize tool wear and machining costs which is a major advantage of zinc alloys over competitive materials.

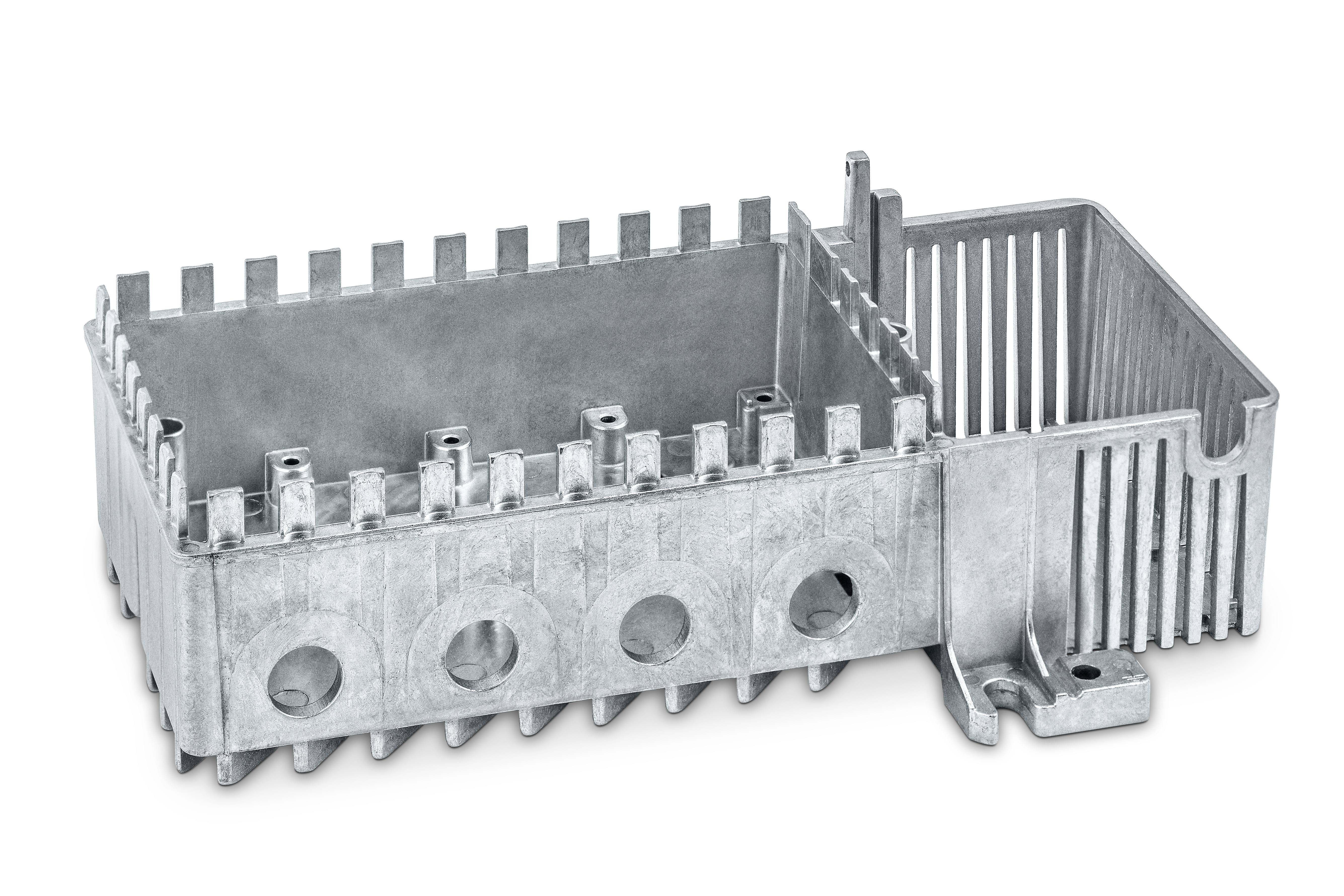
Thin Wall Capability
Exceptional casting fluidity is displayed by all conventional zinc and ZA alloys, which provides superior thin-wall castability, regardless of the casting process employed. Wall thicknesses of 0.15mm for die casting and 2.3mm for permanent mold casting are being produced. This thin-wall capability results in smaller, lighter, low cost components compared to other metals.
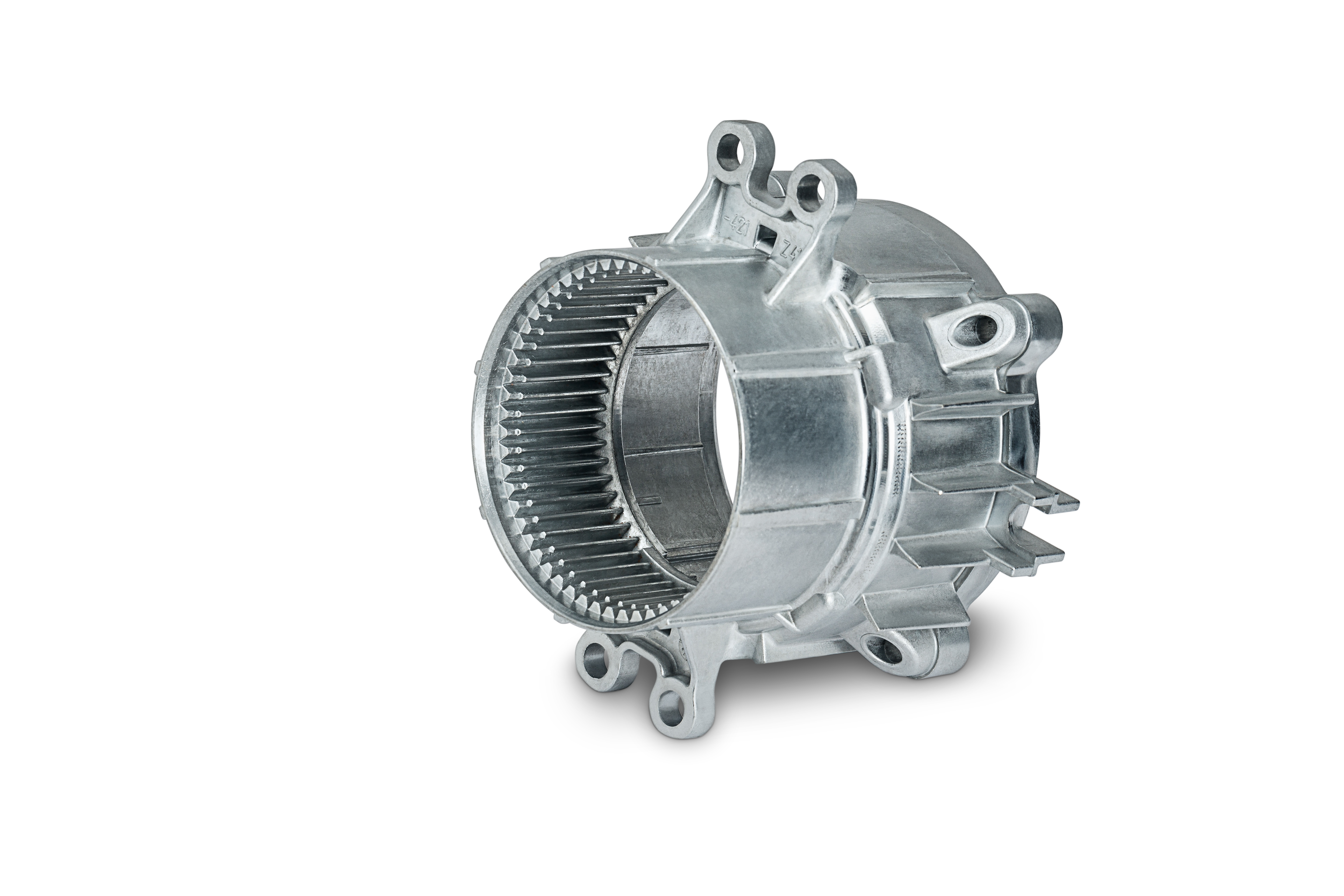
Zero Draft Angle Castability
Draft angle is the taper on the surface of a die required to facilitate removal of the cast part from the die cavity. Zinc alloys can be die cast with less draft angle than competitive materials. In fact, zinc components can sometimes be cast with zero draft angles which is a major advantage when producing parts in moving mechanical contacts such as gears. Zero internal draft permits net shape manufacturing resulting in lower cost production.

Dimensional Stability
Conventional zinc alloys, along with ZA-8 and ZA-12, have excellent dimensional stability characteristics in their ‘as cast’ condition. ZA-27, however, may require artificial aging treatment to minimize aging effects where exceptional tolerances are required. This is accomplished by heating the part to 95°C for 24 hours.
Joining
If required, the high ductility of zinc will allow parts to be distorted in a controlled manner to achieve a final desired shape, or be inexpensively joined to an adjacent component through bending, forming, spinning or heading. Threaded fasteners, along with flaring, riveting and crimping techniques are common low cost joining methods. Zinc alloys can also be joined using adhesive bonding or MIG and TIG welding, although welding is normally not an economical joining method for zinc die castings due to the high production volumes involved.